

润发介绍机床铸件发展和工艺特点分析
时间:2016-03-27 作者:润发机械 文章来源:本站 点击:67次
铸造产业的发展也走出了一片新的格局,我国铸造产业的发展现在正向铸造强国的方向发展,也正处在一个除旧迎新的时期,在这个时期,铸造行业内的企业也都面临着优胜劣汰的形势,这必将使铸造产业的格局迎来一次新的大的变。
其产业在 技术上的应用、铸件质量提高 的成果,这进一步的 产业的发展。机床铸件、大型铸件、只有通过 后的检验工序才能对其是否符合要求做出评论,这种要求载入检验规范和技术规范中,其内容之一是铸件上允许出现的缺陷类型、出现的程度、甚至检验设备和方法也列入规范之中。
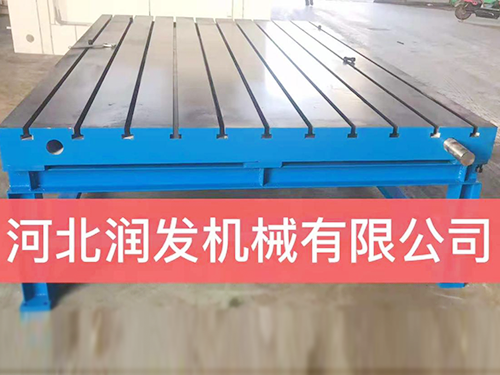
机床铸件在组织生产的每一个环节都经过严格把关,在铸件开箱初步清砂后,从外观来看,整改铸件外观质量非常好,没有明显的涨箱,裂纹以及其他铸造缺陷,之前为防止胀箱、抬箱、漏箱所采取的各种措施也发挥了其应有的作用,铸件生产 难的环节已经攻克。这次破纪录的成功浇注,为我国制作型铸件奠定了坚实的基础、积累了宝贵的经验。
机床铸件浇注要求浇注系统能平稳快浇,能挡渣,不产生涡流、飞溅和冲刷砂型等,有利于形成顺序凝固;但薄壁铸件,则要求内浇道开在薄壁处,以利于形成同时凝固。
机床铸件浇注时位置的选择对铸件质量、造型方法、砂箱尺寸、铸铁平板,铸铁平台加工余量等都有着很大的影响。所以在选定浇注位置时应以铸件质量为主,一般应注意下面的几个原则:对于具有大面积的薄壁部分放在铸型的下部,同时尽量使薄壁立着或倾斜着浇注,这样有利于金属的充填。由于泥芯较长,刚度不够,在金属液的浮力作用下,泥芯产生如图虚线所示的弯曲变形。若改为立浇,就可以避免上述不良情况的产生。它将大型铸件大面积的薄壁部分放在铸件的下面,使这部分能在较高的金属液压力下充满铸型,防止浇不足。对于一些需要补缩的铸件,应把截面较厚的部分放在铸型的上部或侧面。
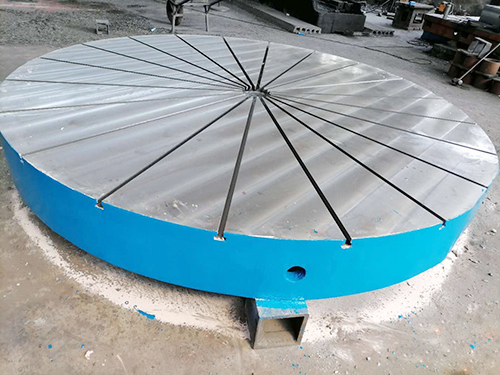
浇注系统多为底注或垂直缝隙式;对于复杂的大型床身铸件,多采用底注和顶注联合;不高于100mm的一半皮带轮铸件等,可采用顶式。为了挡渣,常采用带过滤网(过滤网放在缓冲槽与横浇道的搭接处)缓流式浇注系统。
直浇道可分为三种;圆锥形、片状和蛇状。
1、圆锥形:浇道太粗时,容易产生涡流,从而易使铸件形成氧化夹杂和气孔。适用于中小型机床铸件。浇道直径 好不要超过50mm,若 采用较大的直浇道截面积时,应改为数个较小的直浇道或采用其它形式(如片状排列式)直浇道。
2、片状:金属液流动平稳,不易产生涡流,有利于防止铸件形成氧化夹杂和气孔。常用于大,中型铸件。片状浇道冷却快,故选取断面时,应比园断面大。
3、蛇形:浇道阻力由浇道曲折控制。金属液平稳无冲击力和涡流产生,需要做的浇道芯盒。多采用大、中型铸件。

